Design Projects
Turnkey Automation Systems I designed at Gibson Engineering
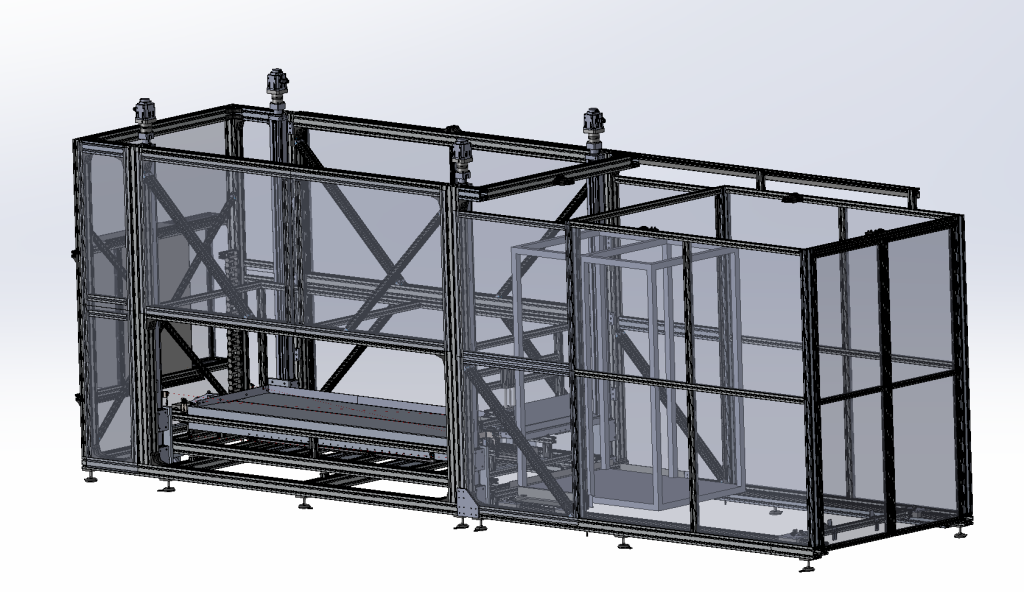
Auto Core Loading Machine
The customer needed an automated system to load cardboard “cores” from their winding machine, which produces them at speeds of up to 20 per minute. This project presented several challenges, including the large number of product types, cycle time requirements, and the customer’s preference not to purchase purpose-built carts for automated loading. Therefore, we had to create a “one-size-fits-all” solution, making the design of this machine quite challenging.
We chose to attack this problem in a phased approach, phase 1 being the proof of concept to show our mechanical capabilities for loading a variety of carts with a wide variety of core sizes. (Cores ranged anywhere from 3” ID with a 1/8” wall thickness at 60” in length to 7” OD with a 3/7” wall thickness at 120” in length.) The machine was also designed to work with a large variety of carts, of varying dimensions & constructions. To deal with the many possible combinations of cores and carts I designed a lift system with a fully extending horizontal axis to guide the cores into the cart before dropping the separator and pulling the “rug out from under the cores.” The system would receive a full shelf of cores from the winding machine and then index above the last layer of cores in the cart to drop a new layer. We used a measuring light grid to read the current height of cores in the cart to get positive feedback from the system during each unload. I was able to gain experience working with large servo driven lead screw actuators, as well as smaller pneumatic cylinders. I tied the four vertical actuators together with a custom flexible coupling on each axis to prevent damage if any misalignment occurred.
Phase 1 included basic programming and limited safety, as it was only meant to run in our facility under engineering supervision. After we successfully showed that our concept could load a cart with cores, we had to make this machine safe for use in the factory, as well as design an interface that the operators could use daily. We called this phase 2. We worked closely with the customer’s safety officers to address any potential concerns and safeguarded the entire machine as well as implementing a safety plc to monitor all points of entry and any potential dangers.
After a successful Factory Acceptance Test at Gibson Engineering, the machine had to be broken down into 3 pieces for shipment from Massachusetts to Georgia. I created detailed work instructions for reassembly and alignment. During transport, some items received water damage, making the installation more challenging than expected. Despite working in hot conditions without air conditioning, we successfully installed the machine and got it running product. It was rewarding to see my years of hard work come together, seeing my ideas go from the drawing board to a fully functioning machine was a truly incredible experience. The system successfully kept pace with upstream machine and the operators no longer had to lift heavy cores to manually load the carts in the Atlanta heat. Below is a video of the machine running on the production line in the Atlanta facility.

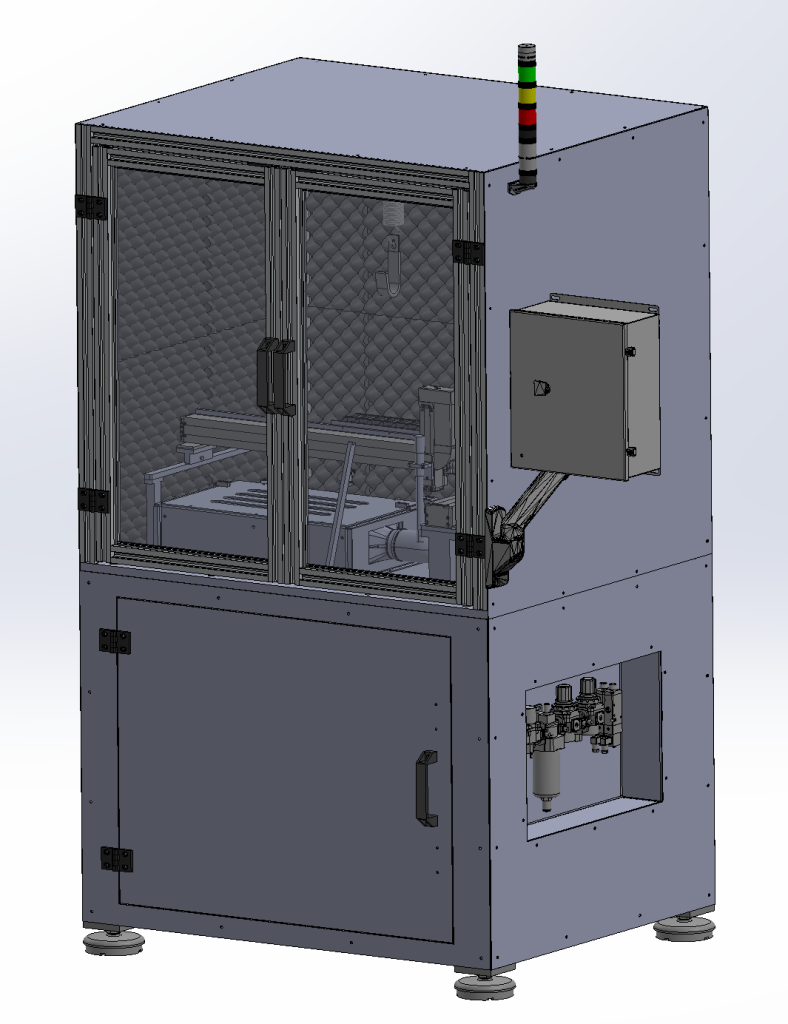
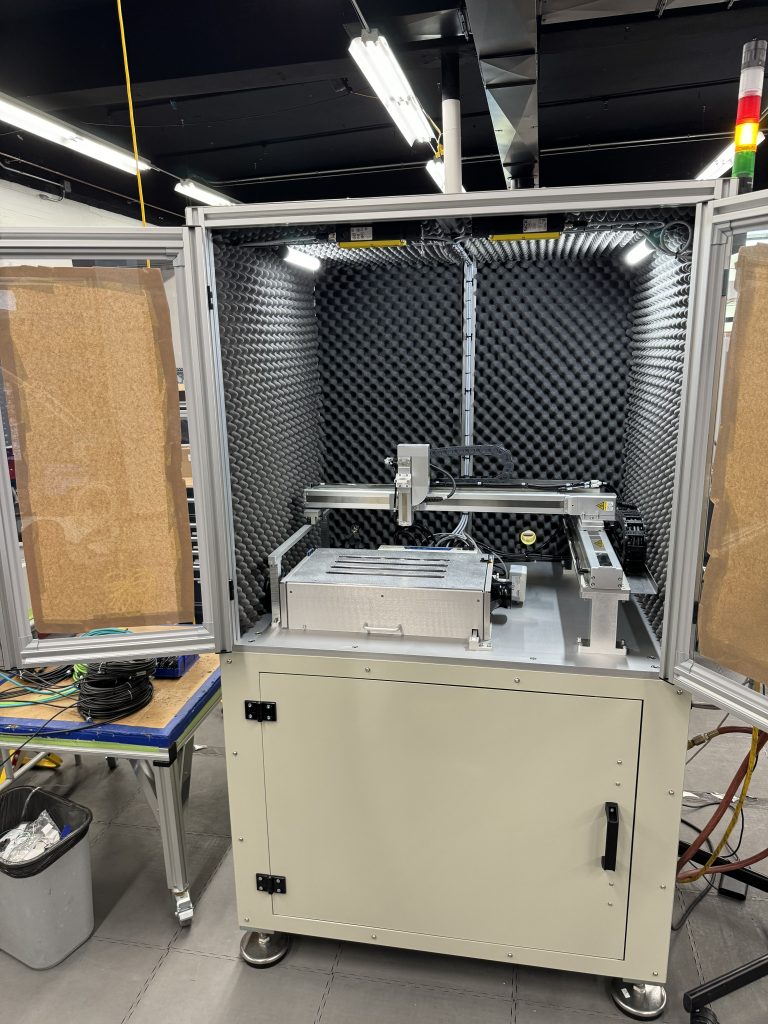
Cold Jet Gantry Machine
The customer wanted to replace their old dry ice (cold jet) blasting gantry machine which was constantly breaking down and delaying their production. We built them a new stand-alone machine that used electric lead screw actuators with integrated motors. I specified the x,y,z axes and designed all the custom brackets required for this gantry-style robot. I designed a machine frame built out of aluminum extrusion and powder-coated sheet metal panels, which matched the color of the customer’s other machines. The frame included an integrated control panel as well as an air prep unit, which was required for the positive pressure ports on the actuators to keep the blasted-off particulate out. The machine was portable, and mounted on leveling casters. It included a sound-dampening guard on top of a machined aluminum tabletop to mount the gantry robot and other required fixtures.
The guard was secured by locking interlocks to ensure safe conditions for the operators before startup. The machine also had an integrated vacuum system to limit the amount of particulate escaping into the air and onto the nearby finished goods. I worked closely with the customer to integrate their current process into the new machine, trying to make the transition to the new machine as seamless as possible for the operators. This machine has been operating since the Summer of 2023 with no issues. We built a second unit in Spring 2024 to replace the other older cold jet machine they had on a different production line.
Below are some pictures of the cold jet gantry machine on our production floor.

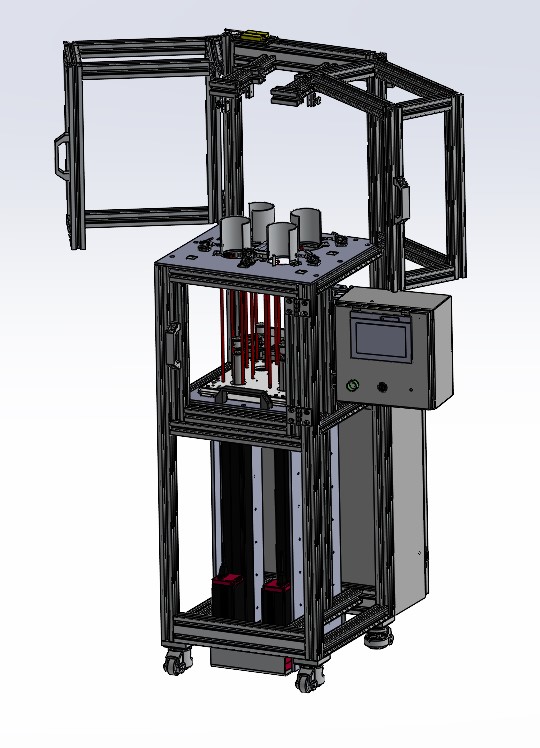
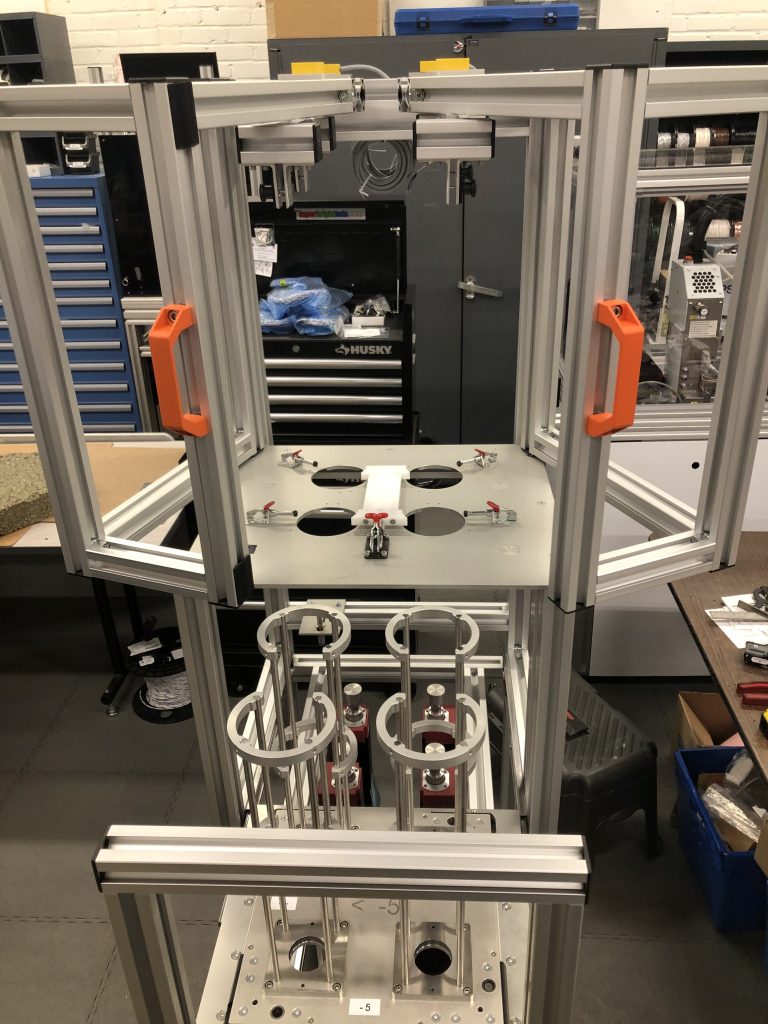
Vertical Bagger Machine
The customer’s goal was to automate the manual bagging process for disc-shaped medical devices immediately after molding. The molding machine would place the devices in pallets in 4 stacks of 20 discs. Previously, a full-time operator had to unload each stack and place them in long cylindrical bags, which led to issues such as dropped parts, rejects, and incomplete bags. Additionally, it took a significant amount of time for the operator to place the parts in the bag without the discs twisting in the wrong direction. It was crucial to track the batches from the molding machine cavity to ensure traceability in case of possible recalls. If a single disc was damaged, the entire stack would have to be rejected, resulting in unnecessary waste.
To mitigate these challenges, I designed a machine that featured four independent electric actuators to push the stacks vertically out of the pallet and into prepositioned bags, one stack at a time. After each stack was loaded, the doors would open, a tracking label would print, and then the doors would close so that the next stack in the cycle could be bagged. This process would repeat until the pallet was empty. At that point, the operator would open the drawer on the lower section of the machine and load a new full pallet. This project was my first experience working on a multidisciplinary turnkey system at Gibson Engineering, and it was a great learning opportunity.
Below is a video demonstrating the operation of this machine.